Осадка - это последний этап изготовления фальцевого замка, закрытие лежачего или углового фальца. Такое соединение популярно при производстве элементов вентиляции, водостоков, различных длинных кожухов и коробов. Для качественного выполнения фальцевого соединения, особенно если речь идет об изделии круглого сечения, необходимо специальное фальцеосадочное оборудование.

Технологические особенности и принцип работы оборудования
Фальцеосадочный станок предназначен для осадки лежачего фальцевого соединения, а также используется при производстве воздуховодов. При выполнении фальцевого замка не требуется полная герметичность и жесткое уплотнение. К примеру, если рассматривать соединение элементов кровли, замок нужен для фиксации стальных листов между собой и должен не пропускать влагу на месте стыка.
Другое дело, если он выполняется для элементов воздуховода. Промышленные воздуховоды (если речь идет о крупных предприятиях) часто подвергаются достаточно интенсивной нагрузке. Любая неплотность приведет к увеличению сопротивления воздушному потоку, что со временем станет причиной разрушения места соединения. Кроме того, на промышленных предприятиях есть опасность подсоса газов в воздуховод, а это недопустимо.
Поэтому соединение элементов воздуховода должно быть максимально герметичным. Этого можно добиться методом пластической деформации стенок фальцевого замка.
Процесс осадки представляет собой следующее:
-
стенки будущего устройства необходимо уложить с соблюдением зазора рядом со сменной деталью;
-
заготовку нужно зафиксировать и обжать специальными роликами вдоль всей линии соединения.
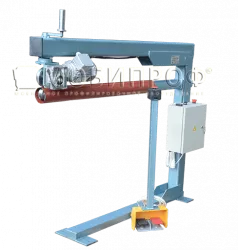
Так как металл деформируется не точечно, а вдоль всей длины соединения, прижимное усилие требуется не слишком большое. Поэтому фальцеосадочная машинка бывает как механизированная, так и ручная. При этом, учитывая, что в изготовлении воздуховодов обычно применяется тонколистовой металл высокой пластичности с полимерным покрытием, электроприводная аппаратура для осадки фальца редко использует мощность своего двигателя на все 100 процентов. Рекомендуется приобретать такое оборудование, если ваше предприятие занимается крупносерийным выпуском металлопродукции, где требуется высокая производительность. Для небольшого цеха с мелкими или средними объемами выпускаемой продукции вполне подойдет ручной фальцеосадочный станок.

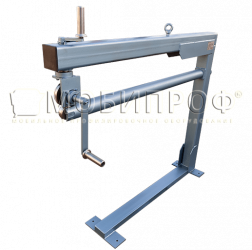
Процесс работы станка
Осадка фальцевого замка происходит следующим образом:
-
регулировочная планка с кронштейном устанавливается по размеру обрабатываемой детали и фиксируется на стойке;
-
на нее помещается заготовка и прижимается с помощью специального винта;
-
головка, выполняющая пластическую деформацию металла при помощи вращающейся ручки, придвигается к фальцу и производит осадку;
-
обработанная заготовка освобождается от фиксатора и снимается с кронштейна.
Технологически процесс не представляет собой ничего сложного и не требует специального обучения. Однако, новички часто допускают ошибки, которые могут привести к браку изделия. К примеру, недостаточный прижим заготовки приведет к тому, что во время деформации изделие переместится, и фальцевый замок будет испорчен. Недостаточная или чрезмерная осадка также отрицательно скажется на качестве продукции.
Параметры фальцеосадочных станков
Обращайте внимание на следующие параметры при выборе станка для осадки лежачего и углового фальца:
- Максимальная рабочая длина и максимальная толщина заготовок.
- Привод. Фальцеосадочные ручные станки подойдут для цехов с небольшим объемом работы, а также невысокими требованиями к скорости. Фальцеосадочный электромеханический станок гарантирует намного более высокую скорость работы, позволяет выполнять операции производительностью до 9,5 м/мин.
- Габаритные размеры станка. За счет небольших размеров станка изготовление и монтаж деталей воздуховодов могут выполняться непосредственно на производственном объекте, без проблем перемещая станок между объектами.